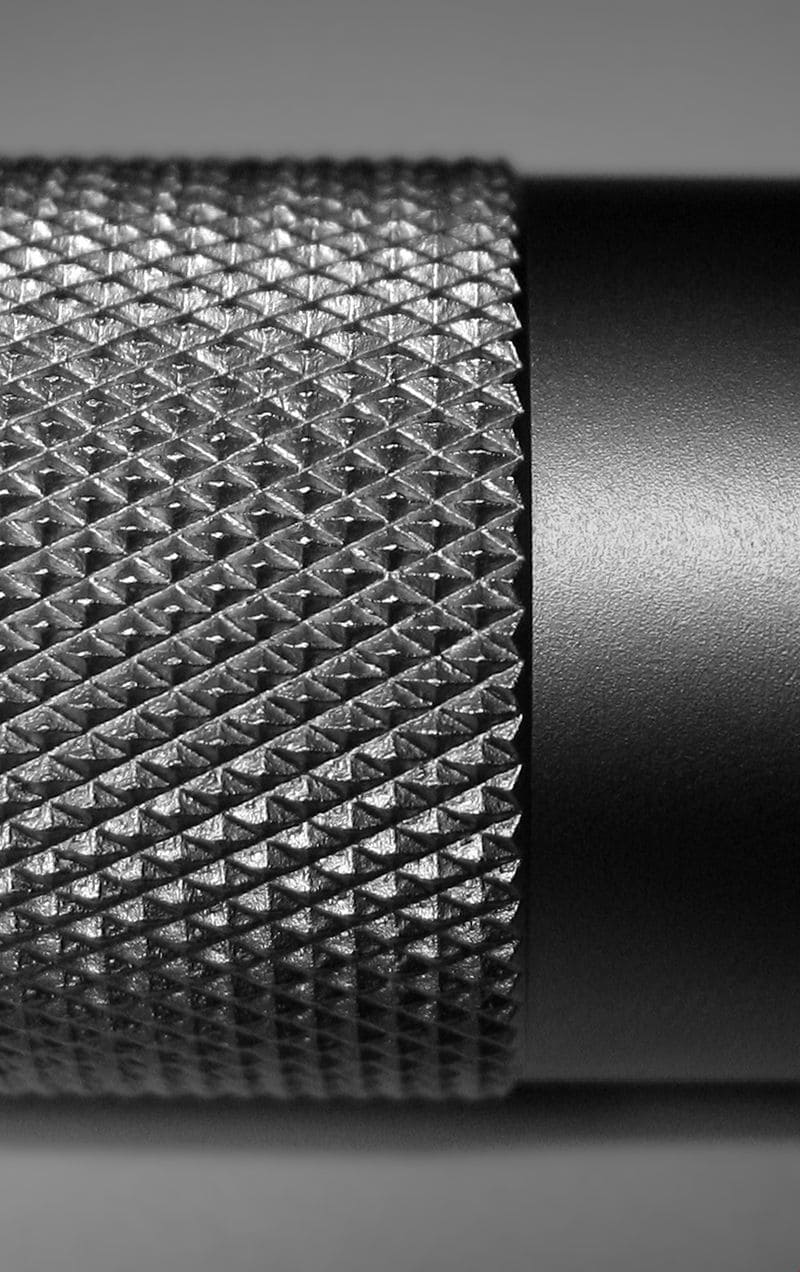
Накатка рифления
Накатывание рифлений представляет собой разновидность металлообработки методом пластической деформации. В ходе обработки не нарушается целостность заготовки и не происходит образование стружки.
Назначение операции
Накатка рифлений обеспечивает образование на поверхности металлических изделий различных узоров – рисок, насечек, сеток и пр. Операция предназначена для:
- устранения трещин, неровностей и других дефектов;
- повышения устойчивости детали к коррозии;
- улучшения эксплуатационных характеристик изделия.


Виды накатывания рифлений
Существует две основных разновидности обработки деталей методом накатывания:
- формообразующая. Она используется для формирования резьбы и зубьев на цилиндрических заготовках, а также нанесения шкал на части измерительных приборов. Часто эту операцию называют зубонакаткой;
- упрочняющая. Данная процедура выполняется с целью повышения прочности и износостойкости детали. В ходе обработки на поверхности материала образуется наклеп, который способствует повышению эксплуатационных свойств изделия. Упрочняющая накатка рифлений часто используется при изготовлении валов, втулок, осей и прочих деталей, которые испытывают высокие нагрузки.
Необходимые инструменты
Накатывание рифлений осуществляется на токарных станках с помощью специальных приспособлений, к которым относятся:
- накатные ролики. Они бывают одно- и двусторонними. Однороликовые инструменты предназначены для накатывания прямых рифлений, а двухроликовые – для получения сетчатых узоров. Также существуют специальные накатные ролики для накатывания резьбы;
- зубчатые накатники. Они предназначены для формирования зубьев на цилиндрических заготовках. Данные инструменты в большинстве случаев позволяют получать нужный результат за один проход;
- универсальные накатники. Используются для создания рифлений на винтах, ручках станков и другого оборудования. Также с их помощью можно формировать насечки на цилиндрических деталях;
- шариковые накатники. Они изготавливаются из твердых сплавов и оснащаются пружиной, которая обеспечивает равномерное давление инструмента на заготовку. Сила нажима шарика регулируется специальным винтом. Чаще всего такие накатники применяются для обработки деталей с невысокой твердостью.
Наше токарное оборудование
-
Токарный обрабатывающий центр Leadwell F-1
Подробнее
-
Токарный обрабатывающий центр Leadwell T-6
Подробнее
-
Двухшпиндельный горизонтальный токарный центр «60TSM»
Подробнее
-
Токарно винторезный станок 1В625М с УЦИ
Подробнее
-
Высокоточный горизонтальный токарный центр с ЧПУ с приводным инструментом SMEC SL2000M
Подробнее
- Интересуют другие виды оборудования?

Особенности процесса обработки
На катку рифлений нужно осуществлять на станке с мощным резцедержателем. В этом случае обеспечивается быстрый и точный перенос требуемого узора на заготовку. Сама обработка выполняется в такой последовательности:
- Подготовительные работы. Они заключаются в установке накатника в резцедержатель по аналогии с фиксацией обычного резца. Перед обработкой необходимо зачистить ролики щеткой, чтобы удалить металлическую пыль. Устанавливать инструмент следует строго по центру. Поскольку форма и размер заготовки не меняется в ходе накатывания рифлений, под эту операцию не нужно оставлять припуск.
- Непосредственно накатка. Обрабатываемая деталь устанавливается в трехкулачковый патрон, а инструмент располагается параллельно ее поверхности. Оптимальная скорость вращения шпинделя находится в пределах 40–100 об/мин. Глубина поперечной подачи составляет 0,5–0,8 мм. Количество подходов зависит от характеристик материала. В большинстве случаев требуется повторить процедуру прогона ролика 4–7 раз.
- Проверка. Оценить качество накатки рифлений можно только визуально. Узор должен быть равномерным и без дефектов.
ООО «Борис-88» оказывает широкий спектр услуг по металлообработке, в том числе осуществляет накатку прямых и сетчатых рифлений. Наше предприятие оснащено современным оборудованием с ЧПУ, что обеспечивает высокую производительность, безупречное качество и относительно низкую себестоимость обработки.